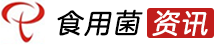
近日,在位于四川省蓬溪县天福镇的鑫中宇农业有限公司菇房,工人推着打水机为菇架上的朵朵金耳“解渴”。包装车间内,员工从成堆的金耳中快速地翻找出“优等生”。
据了解,四川鑫中宇农业有限公司于2017年入驻蓬溪县,占地面积216亩,采用“工厂化培育+大棚地栽”模式,种植日常秀珍菇、金耳等品种,日产鲜菇30余吨,年产量1.1万吨,实现总产值1.4亿元。
在这里,一朵成熟饱满的金耳经过采摘、处理、烘干再到包装,历经不到20天走向商超展柜、百姓餐桌。
“金耳多分布在云南地区,是‘菌中燕窝’,营养价值极高。”四川鑫中宇农业有限公司董事长钟秀芬介绍,目前公司金耳菌培养室二期正在有序建设中,预计今年6月底建成投入使用。
在蓬溪县现代农业示范区,每天有120吨杏鲍菇从琪英菌业打包,销往全国各地。从菌包制作到批量出菇,公司探索出一套完整的工厂化生产模式。除了杏鲍菇,从2019年开始,公司还投入1亿元新建厂房,生产鹿茸菇和虫草花,以满足更大的市场需求。
走进制袋车间,20余台搅拌机、30余台自动制袋机、10余台自动上架机正开足马力作业。与传统的劳动密集型工作场景不同,眼前的一台台智能化设备代替人工完成了打包、套环、扣盖、上架等环节。
“原来需要10个人才能完成的工作,现在4个人就能完成。自动化生产大大节约了人工成本,提高了产量。”琪英菌业技术总监谭超均表示,自动制袋机稳定性强、一致性高。他算了一笔账,“以前10个人一条人工流水线一天制作5万袋菌包,现在一条全自动流水线一天制作8万袋菌包,制袋速度大大提高。”
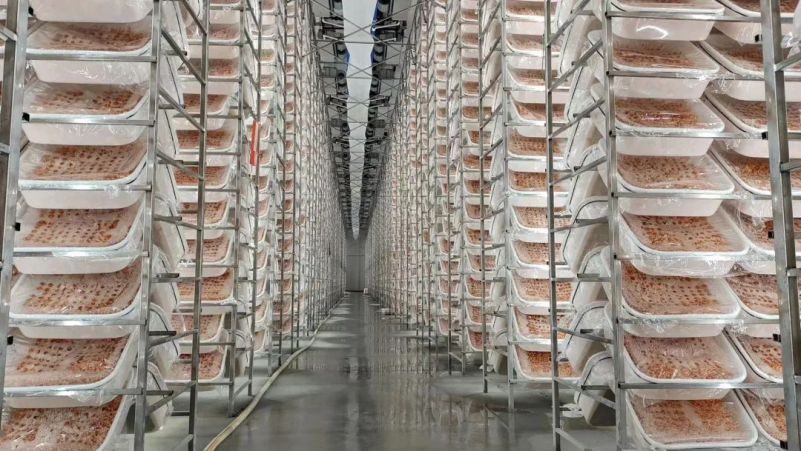
走进立体型智能化的出菇车间里,可闻到淡淡菇香。一排排3米多高的菌架上,摆满了整齐划一的菌袋,一个个长势饱满的杏鲍菇已经成熟。
据介绍,出菇车间采用自动化智能控温技术,可自动调整菇体发育所需的温度、湿度、光照和氧气等。“室内温度一般保持在15℃至16℃,湿度控制在90%以上,恰好适宜杏鲍菇生长。在这样环境下长出的杏鲍菇,口感鲜嫩,品质最佳。”
自动化、一体化、工厂化的现代生产车间,突破了食用菌栽培受季节温差影响的限制。在“智慧农业”加持下,琪英菌业已建成全国最大的工厂化虫草花和单体杏鲍菇生产基地。
“目前,公司日产杏鲍菇120吨、鲜蛹虫草50吨、鹿茸菇10吨,年产量约4.2万吨。其中,杏鲍菇产量占全国的六分之一、全省的三分之一。”谭超均介绍,下一步,公司将继续加大科技研发投入,引进智能化农业设备,进一步提质增效。
在当地菌企及菌业同仁的共同努力下,蓬溪县已建成全国最大的单体杏鲍菇、虫草花、黄色金针菇工厂化生产基地,拥有20余种食用菌工厂化产品。在农业农村部去年公布的2022年国家乡村振兴示范县创建名单里,蓬溪县赫然在榜。
 APP下载
APP下载